

1、外圆磨纵磨磨削法的加工原理:磨削时,砂轮的高速旋转为主运动,工件的旋转运动、工作台的往复纵向运动、砂轮的横向周期性间歇进给为进给运动。每次纵向行程或往复行程结束后,砂轮作一次横向进给,磨削余量经多次横向进给后被磨去。
2、外圆磨横磨磨削法的加工原理:磨削时,砂轮的高速旋转为主运动,工件的旋转运动、砂轮的横向连续进给为进给运动。工作台不作纵向进给运动,砂轮的宽度大于磨削表面的宽度,并慢速进给,直至磨到要求的尺寸。


数控内圆磨床如何做到进刀准确?
数控内圆磨床在操作中发生进刀不准的情况是由于现在国内的传统普通无心磨床大都使用普通的丝杆做为进刀传动,由于丝杆有间隙,就会导致直接进刀肯定会和实际进刀数值不符,而高精密无心磨床由于采用滚珠丝杆,误差会小很多,这就需要我们在进刀时回三圈,再进三圈,消除掉间隙产生的误差。目前,国外如美国、日本研制成功研磨薄膜的精密研磨系统,使加工产品抛光效果更加精细一致。
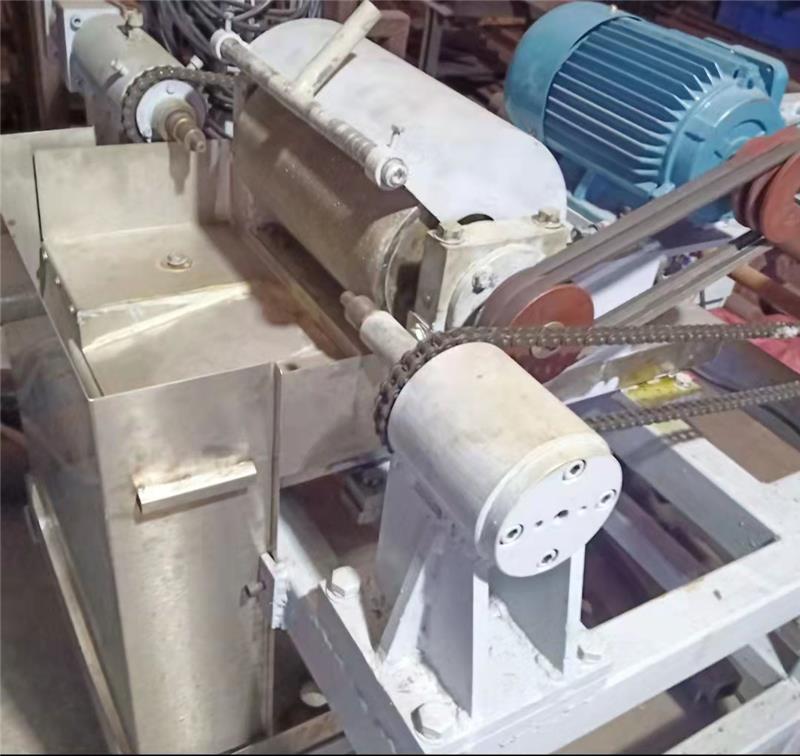 玻璃磨圆机其主要的工作流程如下:首先将需要磨圆的玻璃板放入玻璃磨圆机的加工区域内,固定在工作台上。开启玻璃磨圆机,砂轮开始高速旋转,将磨削部位的玻璃表面与砂轮磨削。当砂轮与玻璃板接触的一点移动到一定长度时,工作台会自动对其做出偏移,从而营造出不断向玻璃板边缘靠拢的磨削方式。用多组砂轮依次加工、协作,直到玻璃板的边缘呈现出圆形,完成磨圆工作。
玻璃磨圆机其主要的工作流程如下:首先将需要磨圆的玻璃板放入玻璃磨圆机的加工区域内,固定在工作台上。开启玻璃磨圆机,砂轮开始高速旋转,将磨削部位的玻璃表面与砂轮磨削。当砂轮与玻璃板接触的一点移动到一定长度时,工作台会自动对其做出偏移,从而营造出不断向玻璃板边缘靠拢的磨削方式。用多组砂轮依次加工、协作,直到玻璃板的边缘呈现出圆形,完成磨圆工作。



 在线客服
在线客服 13420737879
13420737879 3443850364@QQ.com
3443850364@QQ.com


